Improving the Molding Process Pressed Talcum Powder to Reduce Wastage: A Case Study Pressed Powder Production Line Sample Company
DOI:
https://doi.org/10.55674/snrujiti.v1i1.246566Keywords:
Pressed Talcum Powder, Payback Period, New Quality Control ToolsAbstract
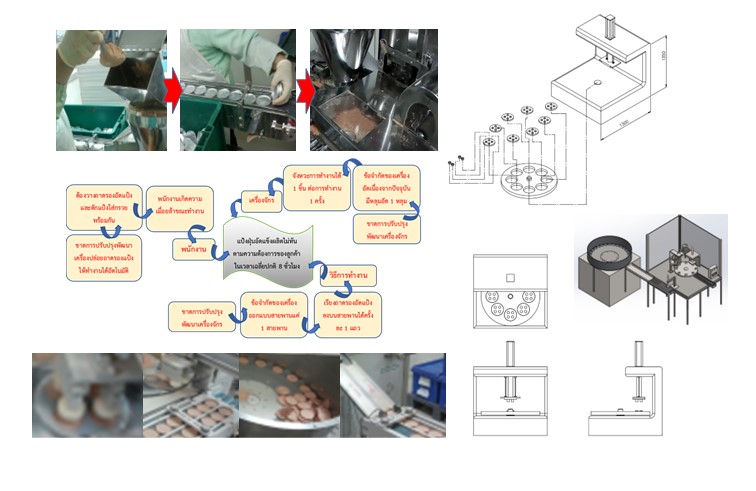
This research is to study the process of forming pressed talcum powder of a sample company. Currently, it has 26 working days per month, with a sample order volume of 78,000 pieces per month or 3,000 pieces per day but the production line can produce no more than 2,000 pieces in a normal working time of 8 hours per day, causing the production line to work overtime 4 hours per day. As a result, the unit cost of the product increases. Researcher uses 3 GEN to observe the actual production site, actual workpieces, and collect factual data. Problems are analyzed with new quality control tools. It was found that, with one stoke of the powder compactor can press only 1 piece of powder, and the staff can release only 1 row of dough trays onto the conveyor. Because the staff other hand must scoop the powder into the funnel to release it into the tray, causing employees fatigue. The data obtained from the analysis use to determine the corrective approach with 5w1h questions technique. Summarize the results of asking questions to design and construct a powder compactor which able to press more than one piece in one stroke and design a device used to automatically release the dough tray to reduce staff fatigue. As a result of the operation, the new powder compactor can operate 4 pieces per 1 working stroke and the tray release machine can automatically release 2 rows of dough trays into the conveyor at a time, which can reduce the work overtime of the production line and has a payback period of 390 day.
References
ศูนย์วิจัยด้านการจัดการยุทธศาสตร์และการปฏิบัติการ. (2564). ยุทธศาสตร์และแผนปฏิบัติการ สงเสริมวิสาหกิจขนาดกลางและขนาดยอมกลุมอุตสาหกรรมฐานชีวภาพ (Bio-Based Industry): อุตสาหกรรมเครื่องสําอาง. [ออนไลน์], แหล่งที่มา: http://www.sme.go.th › upload › mod_download สืบค้นเมื่อ 13 มิถุนายน 65.
ฉัตรชัย ปานขลิบ และคณะ. (2564). การปรับปรุงกระบวนการผลิตชิ้นส่วนเข็มขัดนิรภัยรถยนต์ กรณีศึกษา บริษัทตัวอย่าง. การประชุมวิชาการราชมงคลด้านเทคโนโลยีการผลิตและการจัดการ ครั้งที่ 6, มหาวิทยาลัยเทคโนโลยีราชมงคลรัตนโกสินทร์.
สาทิตย์ สีนิลพันธ์ และณฐา คุปตัษเฐียร. (2554). การลดความสูญเปล่าในกระบวนการผลิตชิ้นส่วนรถจักรยานยนต์โดยการบูรณาการเทคนิควิศวกรรมอุสาหกรรม. วารสารวิศวกรรมศาสตร์ ราชมงคลธัญบุรี; ปีที่ 9 ฉบับที่ 2 เดือนกรกฎาคม – ธันวาคม 2554.
สินีนาฏ จาระนุ่น. (2560). การเพิ่มอัตราผลผลิตของกระบวนการผลิตพลาสติก. วิทยานิพนธ์วิศวกรรมศาสตรมหาบัณฑิต (การพัฒนางานอุตสาหกรรม). มหาวิทยาลัยธรรมศาสตร์.
คณิศร ภูมิคม และภีม พรประเสริฐ. (2558). การสมดุลสายการผลิตของกระบวนการประกอบชุดพื้นที่นั่งของรถยนต์. การประชุมวิชาการข่ายงานวิศวกรรมอุตสาหการ (The Conference of Industrial Engineering Network) : กรุงเทพฯ. มหาวิทยาลัยศิลปากร.
ศรินยา ประทีปชนะชัย และภีม พรประเสริฐ. (2564). การเพิ่มผลผลิตในกระบวนการตกแต่งขอบยางรองพื้นรถยนต์. การประชุมวิชาการข่ายงานวิศวกรรมอุตสาหการ (The Conference of Industrial Engineering Network) : สงขลา. มหาวิทยาลัยเทคโนโลยีราชมงคลศรีวิชัย.
กีรติพงษ์ พูลพนา. (2554). การปรับปรุงผลิตภาพกระบวนการผลิตชิ้นส่วนอิเล็กทรอนิกส์ออพติ คอลดิไวซ์ด้วยระบบการผลิตแบบลีน. การค้นคว้าอิสระวิศวกรรมศาสตรมหาบัณฑิต, สาขาวิชาวิศวกรรมอุตสาหการ, บัณฑิตวิทยาลัย, มหาวิทยาลัยเชียงใหม่.
รักศักดิ์ หิรัญญะสิริ และจิรพัฒน์ เงาประเสริฐวงศ์. (2550). การเพิ่มผลผลิตในโรงงานอุตสาหกรรมเครื่องนุ่งห่ม. วิทยานิพนธ์วิศวกรรมศาสตรมหาบัณฑิต. จุฬาลงกรณ์มหาวิทยาลัย.
นฤมล ภูหนองโอง และศศิธร ครองยุทธ. (2555). การวิเคราะห์จุดคุ้มทุนและระยะเวลาคืนทุนการปลูกยางพารา : ตำบลบ้านตาด อำเภอบ้านดุง จังหวัดอุดรธานี. ปริญญานิพนธ์ สาขาวิชาการจัดการอุตสาหกรรม คณะเทคโนโลยี มหาวิทยาลัยราชภัฏอดรธานี.
Downloads
Published
How to Cite
Issue
Section
License
Copyright (c) 2022 Journal of Industrial Technology and Innovation

This work is licensed under a Creative Commons Attribution-NonCommercial-NoDerivatives 4.0 International License.


